Выбор и обоснование принятого метода восстановления деталей и узлов цистерны модели 15-1443
Основным способом ремонта котлов является сварка. При ремонте котлов сваркой большое внимание уделяется подготовке дефектного места и выполнению самой сварки. Для облегчения процесса сварку следует вести преимущественно в нижнем положении. Сварка производится электродами открытой, закрытой и защищенной газом дугой, постоянным и переменным током, ручным. Автоматическим и полуавтоматическим способом. Наряду со сваркой под слоем флюса используется автоматическая и полуавтоматическая сварка в среде защитного газа, которым свариваемый металл предохраняется от вредного действия кислорода и азота воздуха, что обеспечивает высокое качество сварного шва.
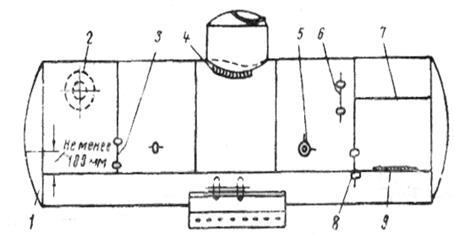
Рис.6.
На рис.6. схематично показано расположение часто встречающихся повреждений котла, устраняемых с помощью сварки. При заварке трещин длиной свыше 100 мм поперек шва ставят пусковые накладки длиной 120-150 мм, шириной 35-40 мм и толщиной 6-8 мм.
Для полного прилегания накладок шов под ними срубают заподлицо с основным металлом, после чего накладки приваривают по всему периметру.
Накладки, полностью перекрывающие повреждение, можно ставить только при заварке пробоин. В этом случае накладку приваривают к котлу с наружной стороны по всему периметру, а с внутренней – по периметру кромок пробоины. Эту работу можно производить только при среднем, годовом и текущем ремонте цистерн.
При выпуске цистерн из среднего ремонта в каждой части котла может быть не больше двух накладок, причем приварка накладок площадью больше 0,1 м2 не допускается.
Приваренные к котлу сплошные накладки без вырезки дефектных мест при капитальном и среднем ремонте снимают, а трещины перекрытые этими накладками, вырубают и заваривают, как указано выше.
Трещины в круговых швах и основном металле обечаек котла заваривают с наружной стороны котла. Перед заваркой трещину очищают от грязи и краски, а по концам сверлят отверстия диаметром 8—10 мм и делают V-образную фаску. После этого накладывают первый слой, затем зачищают и заваривают отверстия и накладывают второй слой. Если длина трещины превышает 300 мм, ее заваривают обратноступенчатым швом участками длиной не более 150 мм, что дает возможность снизить внутренние напряжения в сварном шве и повысить его прочность. После этого с наружной и внутренней стороны заваренной трещины срубают натеки и шлак до чистого металла и накладывают так называемый контрольный шов, который увеличивает прочность основного шва; по концам заваренной трещины с наружной стороны котла ставят усиливающие кусковые накладки. В местах постановки этих накладок усиление шва срубают, а шов зачищают заподлицо с основным металлом. Накладки приваривают по всему периметру.
Заварка трещин, расположенных в местах пересечения продольных и круговых швов в броневом листе и обечайках, является наиболее сложной работой. Перед заваркой такую трещину зачищают, концы ее засверливают сверлом 8—10 мм и раззенковывают с наружной и внутренней сторон котла. Затем полностью срубают до основного металла старый продольный шов на 80 мм в каждую сторону от трещины; вырубают V-образную фаску с внутренней стороны котла по трещине кругового шва а с наружной — по трещине броневого листа. Подготовленную таким образом трещину сначала заваривают с наружной стороны а затем с внутренней, после чего восстанавливают продольный вырубленный шов и ставят накладки.
Подобные трещины заваривают в такой последовательности (рис.7):
а) с наружной стороны котла за один проход заваривают большую часть глубины фаски 1 в броневом листе и наваривают контрольный шов 2 по трещине в обечайке; зачищают и заваривают отверстия 3-4 по концам трещин в броневом листе и обечайке; полностью заваривают фаску 5 в броневом листе наложением второго слоя шва;
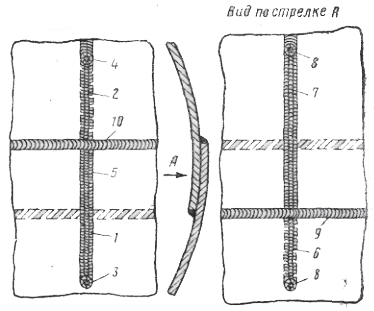
Рис.7.
б) с внутренней стороны котла зачищают натеки металла и шлака, образовавшиеся при заварке трещины и отверстий с наружной стороны, накладывают контрольный шов 6 на броневом листе и заваривают за два прохода фаску 7 обечайки. При этом также подваривают отверстия 8 в броневом листе и обечайке; затем восстанавливают срубленный продольный шов 9 наложением одного слоя металла.
После этого с наружной стороны котла наваривают двумя слоями продольный шов 10 и ставят усиливающие кусковые накладки.
Трещины в швах, прикрепляющих колпак к цилиндрической части, и в продольном шве броневого листа над опорами котла заваривают с наружной стороны котла двумя слоями металла после вырубки старого дефектного шва. При этом размер нового шва должен быть не менее старого. Трещины в шве колпака, кроме того, подваривают с внутренней стороны. Трещины длиной более 300 мм заваривают обратноступенчатым способом участками длиной не более 150 мм.
Актуальное на сайте:
Корректирование трудоемкости ТО и ТР
Годовой объем (трудоемкость) работ по АТП определяется в человеко-часах и включает объемы работ по ТО, ТР и вспомогательных работ.
Расчет годовых объемов по ТО производится исходя из годовой производственной программы данного вида ТО и т ...
Определение взаимного расположения летательных аппаратов в горизонтальной
плоскости
Для оценки возможности выполнения конфликтующими летательными аппаратами горизонтальных маневров уклонения от столкновения необходимо определять их взаимное расположение в горизонтальной плоскости. Это можно осуществлять различными метода ...
Определение площадей складских помещений
Площади складских помещений определяют в зависимости от удельной площади, приходящейся на одну строительную машину или на 1 млн. км пробега для автомобилей. При этом площадь склада определяется произведением общего количества машин или су ...
 Автомобильные дизельные топлива
Автомобильные дизельные топлива