Механизм управления шиномонтажным стендом
Управление шиномонтажным стендом осуществляется с помощью пульта управления (см. рис. 3.6.).
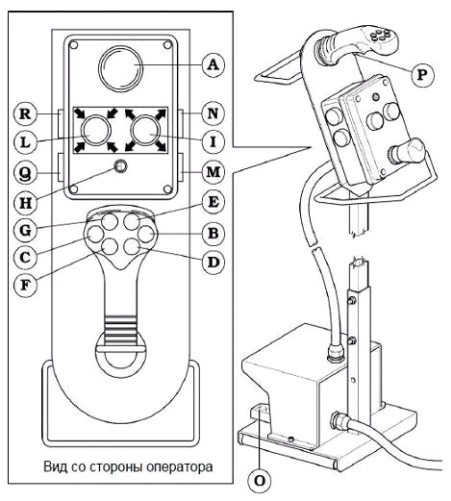
Рис. 3.6. Пульт управления шиномонтажным стендом
Пульт с ручкой управления может передвигаться в зависимости от требований к месту нахождения оператора. Место расположения ограничивается длиной соединительного кабеля. Оператору рекомендуется располагать пульт управления в месте, свободном от препятствующих предметов для получения полного обзора рабочей зоны оборудования.
"Кнопка A" (АВАРИЙНЫЙ ВЫКЛЮЧАТЕЛЬ), имеет два фиксированных рабочих положения:
- Первое положение (кнопка нажата): отключение всех функций пульта управления, используется после каждого цикла монтажа-демонтажа шины;
- Второе положение (кнопка в верхнем положении): восстановление функций пульта управления.
"Кнопка В" имеет одно рабочее положение (кнопка нажата): управление подъемом самоцентрирующегося рычага.
"Кнопка C" имеет одно рабочее положение (кнопка нажата): управление опусканием самоцентрирующегося рычага.
"Кнопка D" имеет одно рабочее положение (кнопка нажата): управление перемещением самоцентрирующегося рычага.
"Кнопка E" имеет одно рабочее положение (кнопка нажата): перемещение инструментальной каретки вправо.
"Кнопка F" имеет одно рабочее положение (кнопка нажата): перемещение инструментальной каретки влево.
"Кнопка G" имеет одно рабочее положение (кнопка нажата): управление перемещением инструментальной каретки влево.
"Светодиодный индикатор H" при мигании сигнализирует о том, что агрегат находится в режиме ожидания. При задействовании любого органа управления агрегат запускается и готов к работе. Во время работы индикатор Н выключен.
"Кнопка I" имеет одно рабочее положение (кнопка нажата): при нажатии кнопки происходит открытие зажимного устройства.
"Кнопка L" имеет одно рабочее положение (кнопка нажата): при нажатии кнопки происходит закрытие зажимного устройства.
"Кнопка N" имеет одно рабочее положение (кнопка нажата): с помощью этой кнопки происходит управление перемещением рабочего рычага с помощью цилиндра от опорной точки каретки.
"Педаль O": с помощью педали осуществляется вращение шпинделя по часовой стрелке и против часовой стрелки
"Кнопка P" имеет одно рабочее положение (кнопка нажата): при одновременном нажатии этой кнопки и одной из кнопок D, F, E или G происходит удвоение скорости перемещения самоцентрирующейся каретки и инструментальной каретки. Одновременное нажатие кнопки P и кнопок B или C удваивает скорость соответственно подъема и опускания самоцентрирующегося несущего рычага.
"Кнопка Q" имеет одно рабочее положение (кнопка нажата): используется для вращения инструмента по часовой стрелке
"Кнопка R" имеет одно рабочее положение (кнопка нажата): используется для вращения инструмента против часовой стрелки.
3.6 Общие правила техники безопасности
Не допускается любое вмешательство в конструкцию агрегата или ее изменение.
Оборудование разрешено использовать только в закрытых сухих помещениях при отсутствии опасности возникновения пожара или взрыва.
При обслуживании оборудования следует использовать оригинальные запасные части и принадлежности.
Монтаж оборудования должен осуществляться квалифицированным персоналом в полном соответствии с указаниями, приведенными ниже.
Следует убедиться, что во время эксплуатации оборудования не возникает опасных ситуаций. При обнаружении нарушений в работе оборудования следует немедленно остановить его работу и обратиться в соответствующий отдел послепродажного обслуживания.
Актуальное на сайте:
Организация работ по очистке путей и уборке снега
Снегозаносимые участки пути характеризуются двумя признаками: категорией заносимости, зависящей от поперечного профиля земляного полотна; степенью заносимости, определяемой количеством снега, м3/м пути, приносимого к пути с вероятностью п ...
Подбор элементов гребного винта для скорости хода 13 - 15 узлов при
заданном диаметре по теоретическому чертежу
Определение коэффициентов взаимодействия
Одновинтовое морское сухогрузное судно
При практических расчетах используется следующая эмпирическая формула
L, B, T - длина, ширина и осадка судна
Е - высота оси ГВ над ОП
D - диаметр винта ...
Запреты
Запрещается, в том числе в условиях специализированных предприятий, которые занимаются ремонтом и техническим обслуживанием транспортных средств, внесение изменений в идентификационные номера и номерные таблички кузова или шасси (рамы), д ...
 Автомобильные дизельные топлива
Автомобильные дизельные топлива