Технологическая инструкция: клеймение колёсных пар
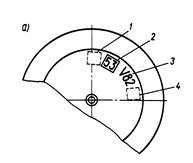
8 – месяц (римскими цифрами) и год (две последние цифры) установки,
9 – клейма технического контроля предприятия, проводившего установку
Рисунок 8 – Знаки и клейма зубчатого колеса и венца
Перенос знаков и правильность обработки осей в соответствии с технической документацией удостоверяется постановкой клейм контрольного мастера службы технического контроля и инспектора-приемщика (на заводе) («Серп и молот»), мастера колесного цеха и приемщика (в депо) с постановкой условного номера пункта, проводившего обработку.
Новые оси, бандажи, цельнокатаные колеса, центры, венцы и зубчатые колеса, поступающие от заводов-изготовителей без приемочных клейм инспектора-приемщика, а также с неясной маркировкой бракуют.
Сторона колесной пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю оси, считается правой.
При замене зубчатого колеса или венца на них наносятся знаки и клейма предприятия, производившего замену зубчатого колеса (венца) (рисунок 8, позиции 7 – 9).
При полном освидетельствовании колесных пар на левом торце осей ставятся знаки и клейма в соответствии с рисунком 9. Впереди вышеуказанных клейм при замене бандажа дополнительно ставится клеймо «СБ».
При перепрессовке одного из центров (цельнокатаного колеса) — клеймо «ЛД» или «ПД» в зависимости от того, с какой стороны колесной пары перепрессовывался колесный центр или цельнокатаное колесо. При перепрессовке зубчатого колеса – клеймо «ЛЗД» или «ПЗД» - левого или правого зубчатого колеса.
При сборке колесной пары тепловым методом после распрессовки - клеймо «ЛДТ» или «ПДТ» - левого или правого колесного центра (цельнокатаного колеса), клеймо «ЛЗДТ» или «ПЗДТ» - левого или правого зубчатого колеса.
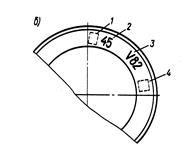
1 – место постановки клейм замены бандажей, спрессовки левого или правого центра (цельнокатаного колеса);
2 – условный номер ремонтного пункта;
3 – месяц (римскими цифрами) и год (две последние цифры) проведения полного освидетельствования;
4 – клейма службы технического контроля и приемщика локомотивов (инспектора-приемщика).
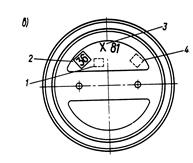
Рисунок 9 – Знаки и клейма на левом торце оси колесной пары:
а — тепловозов с торцовыми упорами качения; б — тепловозов с торцовым упором скольжения;
в — электровозов и МВПС на подшипниках качения без торцового упора;
После постановки клейм торцы осей с торцовым упором необходимо обработать. Шероховатость поверхности должна соответствовать Ra не более 1,25 мкм.
Запрещается заварка или зачеканка знаков и клейм изготовления оси и формирования колесной пары на правом торце оси. Они должны сохраняться на все время эксплуатации оси для локомотивов. Клейма формирования (переформирования) колесной пары для МВПС и клейма переформирования для локомотивов должны сохраняться до следующего переформирования.
При заполнении всех секторов левого торца оси проводится заварка знаков предыдущих полных освидетельствований и после зачистки или механической обработки торец вновь используется для постановки знаков полного освидетельствования колесной пары. При этом сохраняют клеймо последней перепрессовки колесного центра (цельнокатаного колеса).
Актуальное на сайте:
Организация работ на заготовительной площадке
Заготовку столбов будем производить в местных лесных массивах. Считаю необходимым организовать заготовительную площадку.
1-штабель круглого леса; 2-площадка для очистки от коры и луба; 3-площадка для изготовления одинарных опор; 4-площад ...
Расчёт заработной платы, работающих в зоне ТО-2
В состав статьи “Основная заработная плата производственных рабочих” включается:
- оплата труда по сдельным нормам и расценкам, а также по тарифным ставкам рабочих, занятых непосредственно выполнением производственного процесса и отдельн ...
Определение массы вырубки рельсошпальной решетки
(1)
где: - масса вырубки рельсошпальной решётки
- масса одного рельса
- масса одной шпалы (=80кг.)
-масса одной подкладки (= 2,5кг)
- масса одного костыля (= 0,5кг)
- масса одного противоугона (=1кг)
- количество рельс (=2)
- кол ...
 Автомобильные дизельные топлива
Автомобильные дизельные топлива