Технологическая инструкция: клеймение колёсных пар
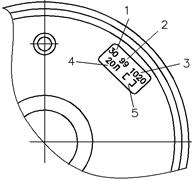
3 – условный номер предприятия, производившего обработку оси и перенесшего знаки маркировки;
4 – порядковый номер оси, начинающийся с номера предприятия-изготовителя поковки;
5 – клейма инспектора приемщика;
6 – год (две последние цифры) изготовления;
7 – клейма формирования и балансировки;
8 – условный номер предприятия, сформировавшего колесную пару;
9 – клеймо технического контроля;
10 – дата формирования.
Рисунок 4 – Знаки и клейма на правом торце оси колесной пары МВПС
Бандажи на боковой наружной грани должны иметь знаки и клейма в соответствии с рисунком 5
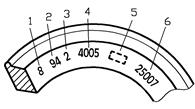
1 – условный номер предприятия изготовителя,
2 – год (две последние цифры) изготовления,
3 – марка бандажа,
4 – номер плавки,
5 – клейма приемки,
6 – порядковый номер бандажа по системе нумерации
предприятия-изготовителя.
Рисунок – 5 Знаки и клейма на наружной грани бандажа
На импортных бандажах наносятся следующие знаки: знак фирмы, две последние цифры года изготовления, номер плавки, номер бандажа. При сквозной нумерации плавок (не по годам) год изготовления не наносится. Порядковый номер бандажа отдельными фирмами не наносится.
Литые центры на наружной стороне ступицы или диска должны иметь знаки и клейма в соответствии с рисунком 6. Размещение и размеры знаков маркировки – по рабочим чертежам центров.
а) б)
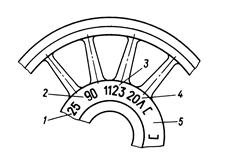
а – на дисковом центре, б – на спицевом центре
1 – условный номер предприятия-изготовителя,
2 – год (две последние цифры) изготовления,
3 – порядковый номер центра по системе нумерации предприятия-изготовителя,
4 – обозначение марки стали,
5 – клейма технического контроля предприятия- изготовителя и представителя заказчика
Рисунок 6 – Знаки и клейма на колесном центре
Цельнокатаные колеса на наружной боковой поверхности обода должны иметь знаки и клейма в соответствии с рисунком 7.
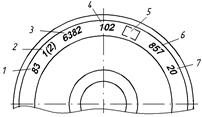
1 – год (две последние цифры) изготовления,
2 – марка стали,
3 – номер плавки,
4 – условный номер предприятия-изготовителя,
5 – клейма технического контроля предприятия-изготовителя и представителя заказчика,
6 – порядковый номер колеса по системе нумерации предприятия-изготовителя
7– дополнительный код, обозначающий собственность колес стран СНГ и Балтии
Рисунок 7 – Знаки и клейма наружной боковой поверхности обода цельнокатаного колеса
Зубчатое колесо или венец ТПС должны иметь знаки и клейма в соответствии с рисунком 8
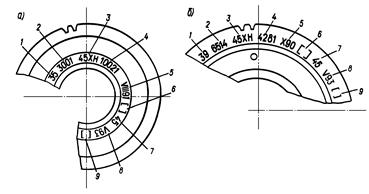
а — на зубчатом колесе; б — на венце зубчатого колеса
1 – условный номер предприятия-изготовителя,
2 – порядковый номер зубчатого колеса (венца),
3 – марка стали,
4 – номер плавки,
5 – месяц (римскими цифрами) и год (две последние цифры) изготовления,
6 – клейма технического контроля предприятия-изготовителя и представители заказчика,
7 – условный номер предприятия, проводившего установку зубчатого колеса или венца,
Актуальное на сайте:
Здания и сооружения для эксплуатации газобаллонных автомобилей
Проектирование стоянок для хранения, помещений и сооружений постов ТО и ТР автомобилей, работающих на СНГ и СПГ должно осуществляться с учетом ограничительных требований, указанных в действующем перечне категорий помещений и сооружений ав ...
Организация основных работ по капитальному ремонту пути
Капитальный ремонт пути выполняется в соответствии с проектом, составной частью которого является проект организации работ, включающий технологические процессы. Технологические процессы устанавливают последовательность выполнения отдельны ...
Трибоанализ механических систем
Анализ механической системы с позиций триботехники позволяет выявить совокупность факторов, определяющих процесс изменения технического состояния элементов машины, и наметить основные направления исследований по обеспечению надежности. В ...
 Автомобильные дизельные топлива
Автомобильные дизельные топлива